Strawberry Blur – it’s a window that You can use to look at production of furniture – process. My point od view is mainly from engineer eye, but I always remeber that furniture need to be produce by carpenters, and it’s wise to put Your self in their position and even more use their experince. Because – not only final effect count – but sources that You use to achieve to reach destination. Behind each furniture, there is an offer and point of worthness of production product. The trick is to use all Your resources in optimal way and stay in finacial margin.
My point od view is mainly from engineer eye, but I always remeber that furniture need to be produce by carpenters, and it’s wise to put Your self in their position and even more use their experince. Because – not only final effect count – but sources that You use to achieve to reach destination. Behind each furniture, there is an offer and point of worthness of production product. The trick is to use all Your resources in optimal way and stay in finacial margin.
I’ve got experiance from companys like: Profap, Mia Shop Concept, Tucano Polska, Keijsers Interior Projects, and it let me to observe diffrent technological solutions and what is more important diffrent scheme of production. Making documentation in Topsolid or in other engineer software, needs from engineer office ( Leader of team )to make optymal path, way of this documentation trough production. Flow of documentation and included in it informations need to be customized for company, settings of tools ( Panel saw, CNC, edge machine ) and posibilities of production. Additional thing is integration with ERP ( enterpraise resource of Production ) system ( for example PROTEUS – Netherland company software ), if current company have it. Information prepared in engineer software need to be converted by that system and as a rusult return sticker. That sticker glued to single element should be main informaton that guideing element trough production process.
Of course information on sticker is one of few wchich engineer office preparing. Cut-list ( netto elements, waste optymalization ), drawings ( of assembly, technological, for postprocessors, for suppliers ), CNC programs, transport stickers – mainly close the list. Time is the thing wchich disturb to prepare that set of documentation. Deadline to finish project normally don’t chagne ( exception can be a hotel, it’s never on time ) – time for production is connected with engineer time. We can make time of production longer or shorter – it’s depend how we construct furniture. List of informations that engineer need to prepare seems to be long – but it sets on forward path of production and in big company is more than needed. It’s always beter to spend a little bit more time on engineering, technology, focus on details – and received fast and peacfull production line. System at start should fillter way of making furniture using standard solutions. They should be a like a signpost for constructor.
Engineer software help us with that kind of problems. In my case it is Topsolid with module TopWood. Thanks to Topsolid we get powerfull tool, well configured will arrange most of needed informations. Additional CAM module and postprocessor fill request for CNC programs.
We start making furniture – we create his another elements, 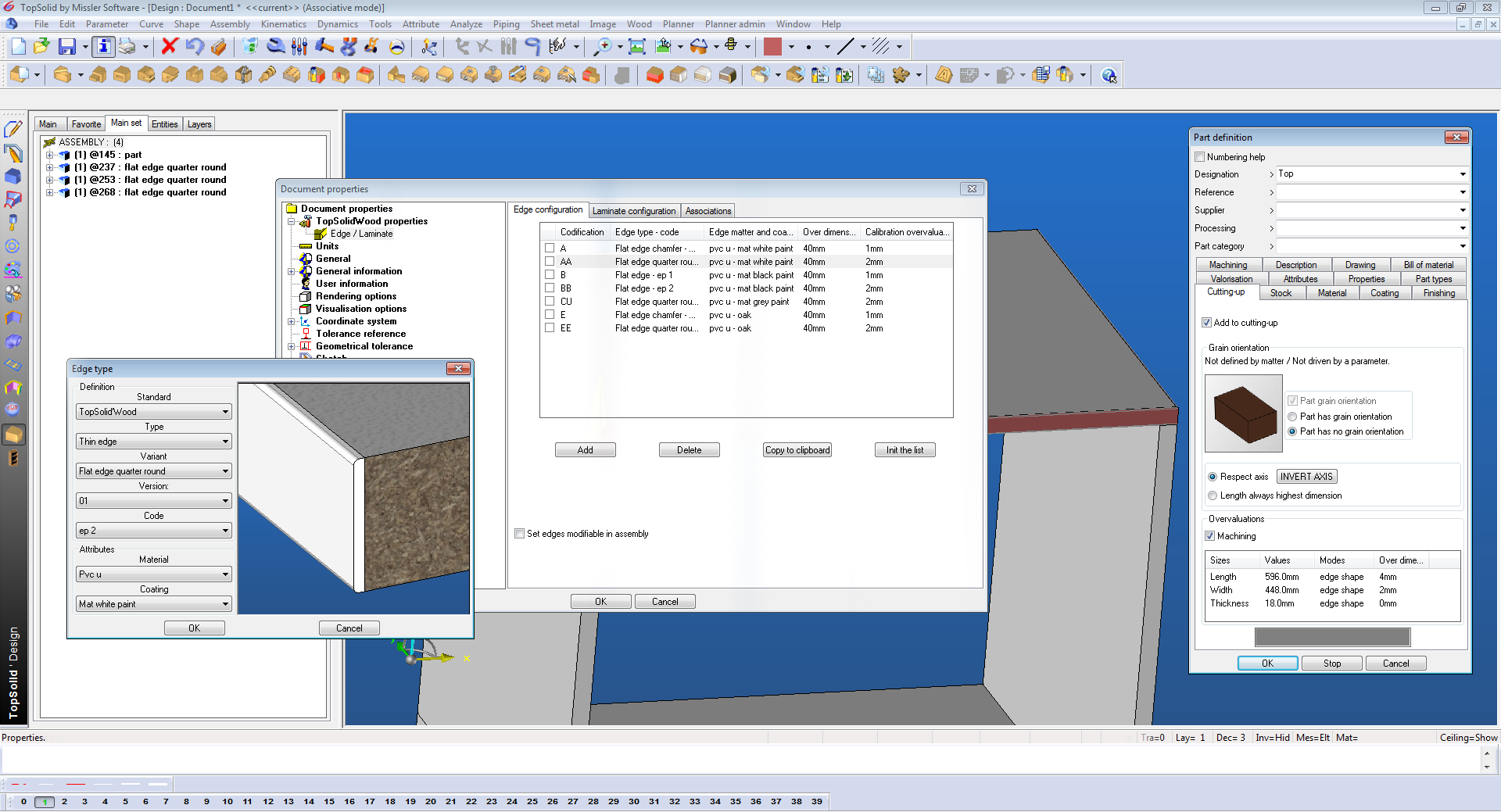 add accesories, create sub-assemblies, include standards, components with drivers, define parts, use edges ect. We use all posibilities that Topsolid offer – having remeber what kind of informations we like to sent to production. There is no one way to make model. Sometime we need to start from sketch, other time is constrained block and sometime whole we will be assemble from components prepared by us. Now, we need to pull out from Topsolid informations recognaizable by our system – we need to generate BOM.
add accesories, create sub-assemblies, include standards, components with drivers, define parts, use edges ect. We use all posibilities that Topsolid offer – having remeber what kind of informations we like to sent to production. There is no one way to make model. Sometime we need to start from sketch, other time is constrained block and sometime whole we will be assemble from components prepared by us. Now, we need to pull out from Topsolid informations recognaizable by our system – we need to generate BOM.
“Bill of materials” – need to be customized for each company. 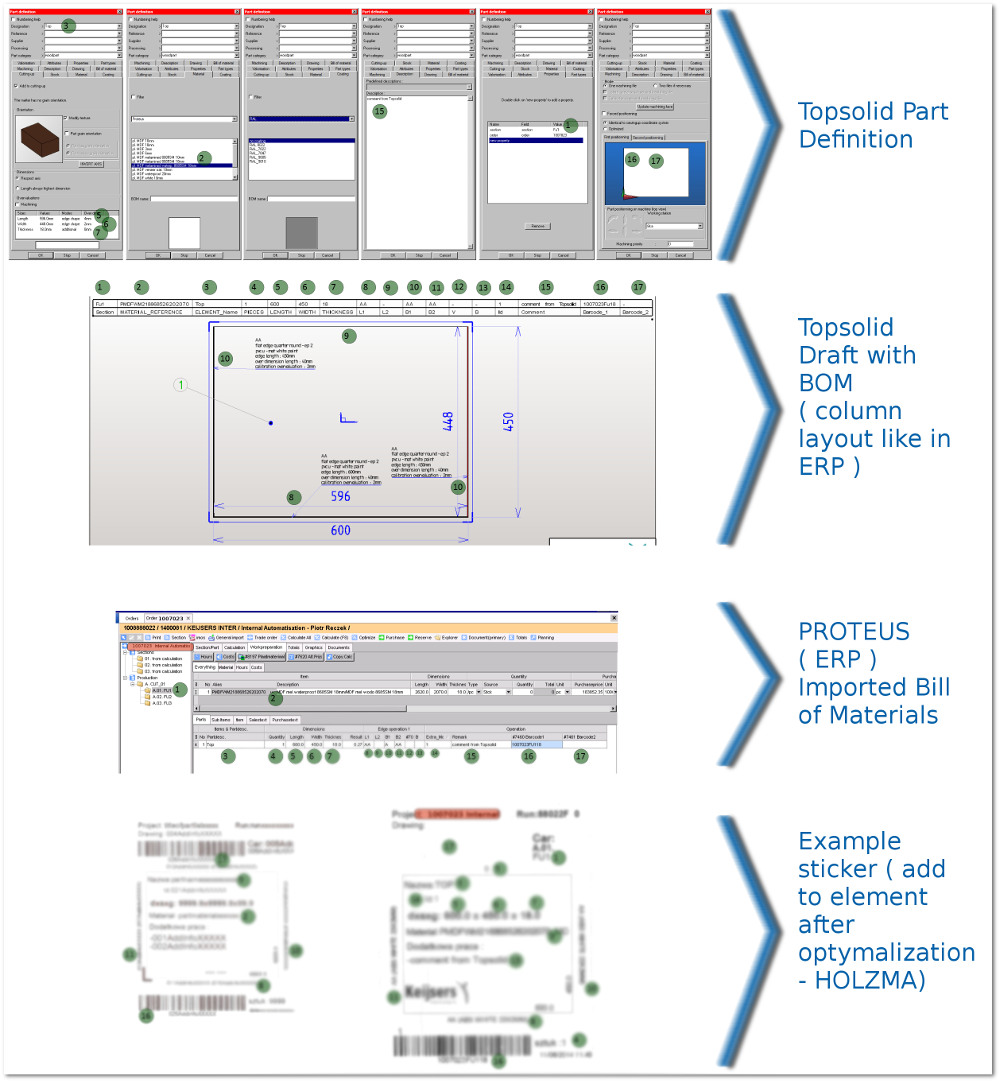 If the result , BOM need to be imported to ERP, we also need to set it right. It will give us not only clear cut-list but also list of accessories. Everything should be imported to ERP.
If the result , BOM need to be imported to ERP, we also need to set it right. It will give us not only clear cut-list but also list of accessories. Everything should be imported to ERP.
Next step is to make draft – flat documentation. On paper surface in defined area with tabel, step by step we are creating in easy and fast way next views, details, sections, perpsective and izometric views. Very good function is volumetric – we can take only that part of 3d model that is inside other 3d shape ( sphere, cuboid, custom shape ). Dimensions, descriptions, leaders – will make drawing complete. Here small tip – there is possibility to make dimensions in isometric view. Last thing is to indexall elements. It’s better to do it in draft, when we have more control. Now we can generate better BOM, because is more complet – with uniq element ID. Table can be placed in area of layout or outside in paper.
When we have flat documentation it’s time to import cut-list to system ERP. List of accessories and materials we are sending to buyer – now we starting process of producing furniture. System for this example PROTEUS, on base of our cut-list is generating optymalization / nesting. Panel saw in time of cutting elements prints sticker, wchich is stick on element. Let’s take a closer look to the sticker. Important informations: material, dimensions, edges, element name, ID, CNC barcodes, number or name of section from ERP system, order number / project name, quantities. Most of informations we already prepare in Topsolid, rest is information from Project created in ERP.
Access stations – it’s a computers assigned on specified places on production. Software that they have installed is simple interface to access ERP, ( scanner + hours on production ), tracking furniture ( if exist, for example PROTEUS Tracking ), DWG Viewer ( DWG and DXF access ) and Topsolid Viewer ( or equivalent software ). Last option ( Topsolid Viewer ) allow people from production direct access to files ( 3d models and drafts ) created by engineer. We need to remember that kind of acces should be read-only. Small excemption is file *.TopViw – we create it by saving regular draft or 3d model. Uniqunees of this file is that we can add comments, remarks and overright him. Thanks to that we can have a dialog with engineer office, leave information for second shift, notes for another week. When engineer office is close – production still have access to documentation ( if paper documentation disappeared ).
Last stage is assembly on place. Very offen when projects, furniture is very complicated and need to be assembled from peaces on place, we need to create instruction assembly. Using layers, filters – we are showing next stages of assembling elements. Additional greate thing is posibility of making own scenarions and recording movies directly in Topsolid, we dont’ need any external software.
A good team – with knowledge about strong and weak sides of system. Creating and developing together components library of Topsolid. Searching for new solutions, technology. Improving, creating procedures group – thats tha direction that Leader of engineer should aims, menager of team setting direction and rythm of work. When he assign projects, he need to know the skills of specific engineer and care for their development by treanings. Provide knowledge and information exchange like: technological news, point another goals, plans for future, introduction into next projects.
postscript 1 – Imos3d and system
Imos Software is kind of powerful plugin to AutoCAD ( or even Software build on AutoCAD engine ). It increasse his possibilities in creating and managing 3d solids – based on definitions. Tools like: article designer, part designer allow us to create 3d models which will give us as a result cut list and cnc programs. Methodology is totally different than in Topsolid. Flat documentation we creat like in regullar Autocad or using advance speciall functions of Imos.
Information about element had been divided into geometry ( 3d solid in dwg file ) and technology information ( material, edges ect. ) hide in SQL database. Mainly we will use article designer to create furnitures ( cabinet furnitures ). In tree of creator we choose element after element with appropriate definition. On internet You can easly find tutorials. On producent web site after login we get access to flash films, also on australian site there are free tutorials.
Let’s leave way of creating furniture and focus on informations that Imos returns. One of ways is to print report, wchich one we can freely set in Imos Organizer. Second posibility is integration with ERP, for example PROTEUS. Proteus has appropriate link, button that import data from Imos order directly to Project section. Because all technology data is in SQL database – thing is easy. Imos generate also mpr files ( Weeke CNC programs ). Rules of generating those files, definition of tools ( frez, mills ), barcodes, naming ect. ar set in Imos organizer. What is important with cnc pograms is that their barcodes names are put also in SQL database.
Generated mpr files can contain veriable _Anschlag_, which contains information about base on wchich should be placed ( 1,4,5,8 ). CNC Weeke with few applications,  for example MC_BELEG. It’s use by operator to set mpr program on specify base. There is a possibility to configure scanner for application, that it will read barcode from a sticker, and automatically put element / program on appropiate base on machine. To make this process real You need to have instaled on machine software ScanWood as minimum, software Scan and Go will add posibilitie of automatic cups. The secret is inside last digit of barcode ( first from right ). Last digit is number of base on machine. Problem is to set barcode in appropiate way on sticker ( remember barcode is also program name ) and update name of program mpr file.
for example MC_BELEG. It’s use by operator to set mpr program on specify base. There is a possibility to configure scanner for application, that it will read barcode from a sticker, and automatically put element / program on appropiate base on machine. To make this process real You need to have instaled on machine software ScanWood as minimum, software Scan and Go will add posibilitie of automatic cups. The secret is inside last digit of barcode ( first from right ). Last digit is number of base on machine. Problem is to set barcode in appropiate way on sticker ( remember barcode is also program name ) and update name of program mpr file.
Here we will use Imos structure. Table in database SQL contains program name, coded information about anschlag. Imos generate also mpr files to specyfied folder. Name of program is sum of Order name ( project ) and ID of element – which give us uniquness barcodes. Names are ending on number 1000 ( responsible for right side of element ) and 2000 ( left side ).
Whole trick is to: change file name, update with value from anschlag veriable, modyfie SQL database – record with program name with hiden anschlag record value.
Basic knowledge of programing is enough, in my case it is Visual Basic.NET. I made simple application wchich is responsible for task like:
- Read quantities of record in table, query returns number of mpr programs to convert,
- Clear table,
- Read table and modyfie record,
- Find mpr files in specyfie folder, read from each anschlag value, copy into destination ( folder visible by CNC machnine ) with update file name – added digit of base.
Of course to provide system running You need have a appropiate procedure ( steps and right order to follow in Imos, application VB.NET and ERP system). Configuration in Imos Organizer and Imos is really important – it is the begining when barcode takes start. Remeber do not to go over with number of digits, limit of lenght.